Vantagem da máquina de freio de prensa hidráulica CNC

1. Operação fácil
A dobradeira CNC é muito fácil de operar e é uma máquina menos trabalhosa. O operador pode, portanto, lidar com muitas máquinas ao mesmo tempo. Essas máquinas podem ser operadas simplesmente por meio do toque, toque e som do operador. Além disso, eles são muito fáceis de usar e possuem um sistema de controle altamente poderoso.
2. Programação Flexível
A programação flexível da dobradeira CNC permite que o operador controle a máquina em inglês simples ou qualquer outro idioma adequado.

Os vários tipos de operações que podem ser realizadas também estão disponíveis como opções no menu. Uma vez escolhida a operação desejada, outra lista de perguntas aparece na tela sobre os tempos de ciclo, materiais, pressões e outros elementos relacionados ao processo de produção. E depois que o operador insere as respostas na máquina, os valores são exibidos na tela para confirmação antes de iniciar a tarefa relacionada.
3. Design Moderno
A dobradeira CNC incorpora um design moderno que permite ao operador organizar facilmente a sequência de dobras. Também ajuda o operador a fabricar rapidamente o produto necessário. Além disso, o operador não precisa mais estimar a quantidade de pressão necessária para criar um grau específico de curvatura. Mesmo os outros fatores, como comprimento do flange, tipo de material, quantidade de espessura e grau de curvatura, podem ser inseridos diretamente na unidade de controle CNC. A peça a ser fabricada também pode ser visualizada na versão finalizada 2D ou 3D. Além disso, depois que a primeira peça é programada na máquina ou através de um PC offline, um operador menos habilidoso também pode produzir facilmente as peças seguintes.

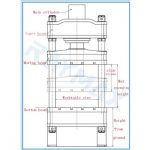
4. Existem duas escalas lineares instaladas em placas “C” em ambos os lados.
Nós o fixamos na mesa de trabalho para eliminar o efeito de deflexão durante o trabalho. A escala linear inspecionará as duas posições finais do ram (Y1, Y2) e enviará o sinal. Após amplificado pelo amplificador CNC, o sinal será realimentado para o computador. Em seguida, o computador controlará o volume de óleo, que entrará nos cilindros. Assim, o paralelismo do aríete e da mesa de trabalho pode ser controlado em ± 0,01 mm.
5. Versatilidade: Dobre qualquer espessura e tipo de material (dentro dos limites físicos dos freios), incluindo peças complexas como chassis/suportes eletrônicos.
6. O sistema DELEM possui funções de teste automático e autodiagnóstico. Além disso, a programação inclui tamanhos de chapa a dobrar, dimensões da peça de trabalho e escolha de ferramentas. Em seguida, o sistema CNC pode calcular a força de flexão e a posição do medidor traseiro e do aríete automaticamente. Também o relé de tempo de penetração e prensagem do aríete pode ser calculado. A válvula proporcional eletro-hidráulica de excelente qualidade pode garantir a sincronização de ambos os cilindros, bem como boa capacidade para lidar com carga excêntrica.

7. O medidor traseiro adota parafuso de esfera rolante e guia de rolamento, de modo que a precisão de posicionamento de repetição do eixo X pode chegar a ± 0,1 mm. A máquina completa é com proteção de segurança e intertravamento para proteger o operador de ferimentos.
8. As peças deslizantes principais, como cilindros, haste do pistão, guia, são todas com tratamento de resistência ao desgaste.
9. O sistema CNC controlará o curso da máquina de freio de prensa hidráulica CNC e o calibre traseiro com boa precisão.
Desvantagem da máquina de freio de prensa hidráulica CNC
1. Manuseio de Materiais: Dificuldade no manuseio de materiais com folhas grandes
2. Ferramental: Necessário ferramental inferior e superior
3. O comprimento do flange deve se estender ao longo da matriz durante toda a operação de dobra, limitando o tamanho do flange
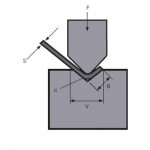
4. Retorno elástico: Ao final da flexão ocorre o retorno elástico devido à recuperação da deformação elástica, conforme mostra a Figura 1. O fenômeno do rebote afeta diretamente a precisão dimensional da peça e deve ser controlado. As medidas de processo tomadas a este respeito são: ① Método de compensação de ângulo. Se o ângulo de dobra da peça de trabalho de 90 °, a máquina de dobra sob o ângulo de abertura da ranhura (em forma de V) pode ser selecionada 78 °.

figura 1
O tempo de pressurização é aumentado pelo método de correção. Execute a correção de pressão no final da dobra para estender o tempo de contato da matriz superior, peça de trabalho e ranhura inferior da máquina de dobra para aumentar o grau de deformação plástica no filete da ranhura inferior, de modo que a tendência de rebote das fibras na zona de tensão e compressão se opõem, reduzindo assim a bomba de retorno.
produtos relacionados
 O Princípio de Funcionamento e Composição da Máquina Dobradeira de Prensa CNC
O Princípio de Funcionamento e Composição da Máquina Dobradeira de Prensa CNC- Solução Eficiente WILA de Curvatura de Placas Médias e Grossas
- Como escolher a tonelagem da máquina de freio de prensa hidráulica
- 10 principais fabricantes de prensas elétricas da China
- Como escolher a máquina de freio de prensa hidráulica CNC adequada
- 4 passos para conhecer o sistema E21 de dobradeira de chapas CNC
- O que é coroamento de freio de prensa
- Como operar a máquina de guilhotina
- Manutenção da máquina de prensa hidráulica
- Regras de operação segura da máquina de prensa hidráulica