Placas médias e grossas são amplamente utilizadas em vários campos como peças de estresse, como tratores, escavadeiras, carregadeiras, vagões ferroviários de passageiros e outras máquinas de construção e locomotivas. Chapas médias e pesadas geralmente se referem a chapas metálicas com espessura entre 4,5 e 25mm. Os métodos de conformação de chapas médias e pesadas incluem principalmente: conformação por dobramento de prensa dobradeira, conformação por máquina de laminação e conformação por prensagem por pedágio. Dobrar (dobrar) é um método de formação de linha de produtos amplamente utilizado e abundante para placas médias e grossas.
As dificuldades da dobra de chapas são peças longas, alta pressão, conformação difícil, baixa eficiência e precisão difícil de controlar. O resultado final da dobra é uma reflexão abrangente dos parâmetros do material, parâmetros do processo e parâmetros do molde. O design razoável desses parâmetros é a chave para melhorar o desempenho de dobra de chapas médias e grossas.

A tonelagem do freio de prensa (máquina de dobra do freio de prensa)
O primeiro problema enfrentado pela dobra de chapas médias e grossas é a seleção da tonelagem da dobradeira de dobradeira e se a capacidade de carga do acessório e do molde atende aos requisitos.
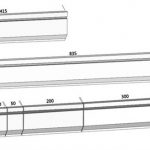
A força F é aplicada pela dobradeira de dobradeira para conduzir o movimento mútuo entre os moldes superior e inferior, dobrando assim a placa. Para flexão de chapas de aço carbono a 90°, WILA fornece o valor empírico da carga de tensão da chapa, conforme mostrado na Tabela 1. Quando a espessura do aço carbono é de 20mm, a matriz inferior com V=160mm pode ser selecionada. Neste momento, a carga de força da máquina de dobra é de 150t/m.
F=força por unidade de comprimento (t/m);
S= espessura do material (mm);
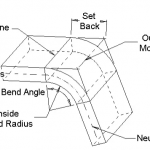
ri= raio de curvatura do canto interno (mm);
V= menor tamanho de abertura da matriz (mm);
B= aresta de flange mais curta (mm) );
alumínio: F×50%;
liga de alumínio: F×100%;
aço inoxidável: F×150%;
estampagem e dobra: F×(3~5)

Braçadeira hidráulica pesada
Os métodos de suporte de carga dos grampos hidráulicos superiores para serviço pesado WILA incluem carga superior e carga de ombro, e a carga máxima é de 250 t/m e 800 t/m, respectivamente. A superfície de suporte de força do acessório adota a tecnologia de têmpera profunda CNC. A dureza Rockwell é 56~60HRC, e a profundidade de endurecimento é de até 4mm, que possui alta dureza e forte resistência ao desgaste. A braçadeira hidráulica usa fixação hidráulica rápida, e a expansão da mangueira hidráulica aciona o movimento do pino de fixação para que o molde seja assentado automaticamente e a linha de dobra seja centralizada automaticamente. Para um molde de dobra com um comprimento total de 6 metros, leva apenas cerca de 5 segundos para que a fixação hidráulica seja totalmente fixada, e a eficiência de uso abrangente é 3 a 6 vezes maior que a do sistema de fixação manual comum.

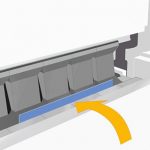
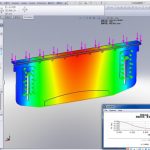
Bancada de compensação de máquinas pesadas
Para a dobra de chapas médias e grossas, a versão de novo nível da mesa de compensação mecânica para serviço pesado da WILA pode não apenas atender facilmente aos requisitos de carga, mas também compensar a deflexão e a deformação da máquina de dobra. A bancada de compensação mecânica adota fixação hidráulica, a precisão da superfície pode chegar a ± 0,01 mm, a dureza do poço é de 56 ~ 60 HRC e a profundidade de endurecimento é de até 4 mm. A bancada de compensação mecânica adota a interface de instalação universal UPB da WILA, que é fácil de instalar e tem maior precisão. Ele também possui seus próprios ajustes de direção Tx e Ty, que podem garantir que a bancada de trabalho e o backgauge permaneçam paralelos nas direções frontal e traseira, e pode realizar a correção do desvio angular local.

Matriz/ferramenta de dobra pesada
Devido à espessura da chapa, o molde inferior com maior tamanho de abertura (V24~V300) e o molde com maior capacidade de carga são geralmente selecionados para a dobra de chapas médias e grossas. As dimensões gerais do molde são geralmente grandes e o peso do molde excedeu a capacidade normal de manuseio do operador. Com a ajuda de rolamentos de rolos, a tecnologia patenteada E2M (Easy to Move) da WILA permite que os operadores movam moldes de dobra pesados de forma conveniente, segura e rápida, economizando muito na substituição do molde e no tempo de ajuste da máquina.
Podem ser fornecidos moldes de dobra com vários formatos de facas e aberturas de molde inferiores que atendam às necessidades do cliente, como facas retas, cimitarras gooseneck, moldes de filete e moldes multi-V. Através da retificação precisa de peças-chave, a precisão dimensional do molde é tão alta quanto ± 0,01 mm. Através do processamento da tecnologia CNC de têmpera e endurecimento profundo, a dureza do molde pode chegar a 56~60HRC, e a profundidade da camada endurecida pode chegar a 4mm.

Para a dobra de chapas médias e grossas com diferentes espessuras de chapa, a WILA também fornece moldes Multi-V, que estão disponíveis em duas formas: porta V ajustável automática e porta V ajustável manualmente, conforme mostrado na Figura 6. Através do motor de controle numérico ou o bloco de ajuste, o tamanho da abertura em V do molde inferior pode ser ajustado arbitrariamente de acordo com as características da placa, o que é especialmente adequado para dobrar placas médias e grossas com alto rebote e alta resistência. Ao mesmo tempo, o molde Multi-V vem com rolos endurecidos com baixo coeficiente de atrito, o que pode reduzir bastante os vincos externos das peças de dobra e, ao mesmo tempo, pode reduzir a dobra em 10% ~ 30% em comparação com o molde inferior tradicional.

produtos relacionados
 Como escolher a tonelagem da máquina de freio de prensa hidráulica
Como escolher a tonelagem da máquina de freio de prensa hidráulica- Use as habilidades da máquina de dobra CNC
- O Princípio de Funcionamento e Composição da Máquina Dobradeira de Prensa CNC
- Como escolher o molde adequado para dobradeira de dobradeiras
- Sequência de dobra convencional e especificação de uso diário do molde da máquina de dobra
- Por que adicionar um sistema de compensação a uma dobradeira de dobradeiras
- Como calcular a tolerância de curvatura para sua prensa dobradeira
- Molde de máquina de dobra de dobradeira de dobradeira da China
- Do que são feitas as matrizes de freio de prensa? O que é ferramental de dobradeira?
- Vantagens e desvantagens da prensa dobradeira