O punção/matriz de freio de prensa é dividido em moldes superiores e inferiores, que são usados para estampagem de chapas de metal formando e separando moldes. O molde para formação tem uma cavidade e o molde para separação tem uma aresta de corte. O punção/matriz da prensa dobradeira tem grande influência na precisão da peça. No processo de dobra, o molde é tudo que entra em contato com a peça de trabalho.
As matrizes de dobradeira da máquina de dobra/pradeira são em forma de L, em forma de R, em forma de U, em forma de Z, etc. A matriz superior é principalmente de 90 graus, 88 graus, 45 graus, 30 graus, 20 graus, 15 graus, etc. ângulo. O molde inferior tem uma ranhura dupla de 4 ~ 18V e ranhura única com diferentes larguras de ranhura, bem como molde inferior R, molde inferior de ângulo agudo, molde de achatamento, etc.

Precisão ultra-alta
É muito importante que a precisão do molde afete grandemente a precisão da peça de trabalho durante o processo de dobra. O desgaste do molde deve ser verificado antes do uso. O método de inspeção é medir o comprimento da extremidade frontal do molde superior até o ressalto e o comprimento entre o ressalto do molde inferior. Para moldes convencionais, o desvio por metro deve ser de cerca de ±0,0083mm, e o desvio do comprimento total não deve ser maior que ±0,127mm. Quanto ao molde de moagem de precisão, a precisão por metro deve ser de ± 0,0033 mm, e a precisão total não deve ser superior a ± 0,0508 mm. Geralmente é recomendado o uso de moldes de moagem fina para dobradeiras eletro-hidráulicas ou dobradeiras de eixo de torção, e moldes convencionais para dobradeiras manuais.
A seção de ferramentas da máquina de dobradeira CNC como abaixo:

Instalação fixa automática
A matriz superior é instalada quando o controle deslizante sobe para o ponto morto superior e o sistema de fixação do molde pode manter vários moldes no lugar até que a pressão de fixação seja aplicada.
Sistema de fixação hidráulico
O sistema de fixação hidráulico é o método de fixação mais eficaz. Tanto as máquinas novas quanto as antigas podem usar este sistema de fixação, economizando tempo e custo. Se a superfície de suporte de carga da velha dobradeira estiver danificada, o sistema de fixação hidráulico será a melhor escolha para remediar o dano, além de melhorar a eficiência de fixação e instalação.

Espremer automaticamente no lugar
Quando a pressão de fixação é aplicada, a matriz superior é puxada para cima e automaticamente espremida no lugar. Isso elimina a necessidade de pressionar o molde superior no fundo do molde durante o processo de dobra.
A escolha do punção/matriz
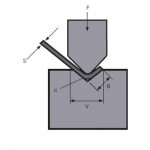
Primeiro, determine a espessura da folha a ser dobrada. Por exemplo, você deseja dobrar chapas de 0,75 mm a 6,30 mm de espessura. Em seguida, multiplique a espessura da folha mais fina por 8 para estimar o tamanho mínimo necessário da matriz em V. Neste exemplo, uma placa de 0,75mm é o molde mínimo necessário, então 0,75×8=6. Terceiro, multiplique a espessura da folha mais grossa por 8 para estimar o tamanho máximo necessário da matriz em forma de V.
Princípio de 8 vezes
Ou seja, a abertura do molde em V deve ser 8 vezes a espessura da chapa. Multiplique a espessura da folha por 8 para selecionar o molde mais próximo. Por exemplo, uma chapa de 1,5 mm de espessura requer um molde de 12 mm (1,5 × 8 = 12 mm). Se for uma placa de 3,0 mm, é necessário um molde de 24,0 mm. (3,0×8=24,0). Essa proporção pode fornecer a melhor escolha de ângulo, e é por isso que muitas pessoas a chamam de "melhor escolha". A maioria dos gráficos de dobra publicados também estão centrados nesta fórmula.
Regras de seleção de modelo
A regra de seleção para dobrar peças em forma de L é que não há regras, quase qualquer matriz superior pode ser usada. Assim, ao escolher moldes superiores para um grupo de peças de trabalho, as peças em forma de L podem ser consideradas por último, porque quase qualquer molde superior pode dobrá-las. Ao dobrar essas peças em forma de L, é recomendável usar moldes superiores que também podem dobrar outras peças. Ao comprar moldes, quanto menos melhor. Isso não é apenas para minimizar os custos do molde, mas também para reduzir o número de formas de molde necessárias e para reduzir o tempo de instalação.


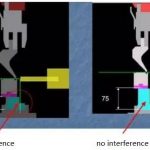
Quando a seção superior da peça é mais longa que a seção inferior, é necessária uma matriz gooseneck. Quando a seção superior da peça de trabalho é mais curta que a seção inferior, qualquer matriz superior está bem. Quando a seção superior e a seção inferior da peça de trabalho têm o mesmo comprimento, é necessária uma matriz superior de ângulo agudo. Em resumo, a regra de seleção da matriz superior depende principalmente da interferência da peça de trabalho, que é onde o software de simulação de dobra pode desempenhar um papel importante. Caso o sistema utilizado não consiga simular a situação de dobra, pode-se utilizar o desenho com fundo da grade para verificar manualmente a interferência da peça do molde superior, conforme mostra a figura abaixo.


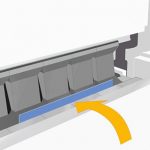
Sem molde de recuo
Quase todos os moldes típicos de máquinas de dobra em forma de V deixam algumas marcas na peça de trabalho, isso ocorre porque o metal é pressionado no molde durante a dobra. Na maioria dos casos, as marcas são pequenas ou aceitáveis. Aumentar o raio pode reduzir as marcas. Mas às vezes até as menores marcas são inaceitáveis, como chapas pintadas ou polidas antes da dobra. Inserções de nylon podem ser usadas para eliminar entalhes, conforme mostrado na figura abaixo. A flexão sem reentrâncias é especialmente importante para aeronaves fabricadas ou peças aeroespaciais porque é difícil para os inspetores inspecionar uma peça a olho nu e distinguir arranhões e rachaduras.

produtos relacionados
 Como escolher a tonelagem da máquina de freio de prensa hidráulica
Como escolher a tonelagem da máquina de freio de prensa hidráulica- Solução Eficiente WILA de Curvatura de Placas Médias e Grossas
- Use as habilidades da máquina de dobra CNC
- Sequência de dobra convencional e especificação de uso diário do molde da máquina de dobra
- Cálculo da força de flexão durante a flexão livre da máquina de dobrar chapas metálicas
- Do que são feitas as matrizes de freio de prensa? O que é ferramental de dobradeira?
- Quantos tipos de dobradeira hidráulica
- Por que adicionar um sistema de compensação a uma dobradeira de dobradeiras
- O que é coroamento de freio de prensa
- Como calcular a tolerância de curvatura para sua prensa dobradeira