Máquinas de dobra hidráulicas/pradeira hidráulica podem ser divididas de acordo com o método de sincronização: máquina de dobra hidráulica de torque síncrono, dobradeira CNC e dobradeira cnc eletro-hidráulica E pode ser dividida nos seguintes tipos de movimento: ação ascendente, ação descendente .
A dobragem da dobradeira requer diferentes métodos de abordagem para alcançar os resultados desejados necessários. Desde a formação de postes de torres eólicas até os intrincados componentes do gabinete elétrico, as dobradeiras são uma ferramenta vital para o fabricante e saber que nem todas as dobras são iguais é a chave para a operação bem-sucedida delas. Compreender o processo, o ferramental e o material (já que todos os metais que estão sendo dobrados responderão de forma diferente a cada processo de dobra) é vital para obter peças precisas de forma rápida e repetida.
Máquina de dobra de torque síncrono hidráulica/freio de prensa de torque síncrono hidráulico

Cilindros duplos controlam o movimento deslizante para cima e para baixo
Sincronização mecânica de torque
Prensa dobradeira CNC e dobradeira eletro-hidráulica


Prensas de freio CNC: esses tipos de freios têm a mais alta precisão e capacidade de personalização, utilizando tecnologia de computador para controlar a precisão e aumentar a eficiência. Ao usar prensas de freio CNC, dados como ângulo de dobra, espessura da chapa, largura e grau são inseridos em um controlador por um operador treinado e o freio lida facilmente com o resto.
Como calcular a tonelagem da prensa dobradeira

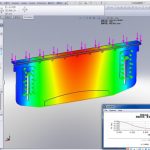
Durante o processo de dobra, a força entre as matrizes superior e inferior é aplicada ao material, fazendo com que o material sofra deformação plástica. A tonelagem de trabalho refere-se à pressão exagerada quando o som é dobrado. Os fatores de influência para determinar a tonelagem de trabalho são: raio de dobra, método de dobra, relação de matriz, comprimento do cotovelo, espessura e resistência do material de dobra, etc.
Os cálculos de tonelagem de formação de freio de prensa são relativamente fáceis. O truque é saber onde, quando e como aplicá-los. Vamos começar com o cálculo da tonelagem, que é baseado no ponto em que o escoamento é quebrado no material e a flexão real começa. A fórmula é baseada em aço laminado a frio AISI 1035 com resistência à tração de 60.000 PSI. Esse é o nosso material básico. A fórmula básica é a seguinte:

P: Força de flexão (kn)
S: espessura da placa (mm)
L: largura da placa (m)
V: largura da ranhura do molde inferior (mm)

Exemplo 1:
S=4mm L=1000mm V=32mm, procure na tabela e obtenha P=330kN
2. Esta tabela é calculada com base em materiais com resistência Оb=450N/mm2. Ao dobrar outros materiais diferentes, a pressão de dobra é o produto dos dados na tabela e os seguintes coeficientes;
Bronze (macio): 0,5; aço inoxidável: 1,5; alumínio (macio): 0,5; aço cromo molibdênio: 2,0.
Fórmula de cálculo aproximada para pressão de flexão: P=650s2L/1000v
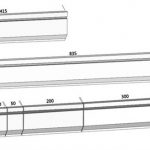
O tamanho da menor curva:
A. Dobragem/dobra simples:


B. Dobrar/dobrar Z


Exemplo 2:
Espessura da placa S=4mm, largura L=3m, ob=450N/mm2
Geralmente largura do slot V=S*8 Portanto P=650423/4*8=975(KN)= 99,5 (Ton)
O resultado está muito próximo dos dados do gráfico de força de flexão.
Como você pode ver, o método nº 1 para calcular a tonelagem da prensa dobradeira é baseado no material de aço macio.
E se o material for aço inoxidável, alumínio ou latão?
É simples, multiplique os resultados calculados pela fórmula acima pelos coeficientes da tabela a seguir:
| Material | Coeficientes |
| Aço doce | 1 |
| Aço inoxidável | 1.6 |
| Alumínio | 0.65 |
| Latão | 0.5 |
produtos relacionados
 Molde de máquina de dobra de dobradeira de dobradeira da China
Molde de máquina de dobra de dobradeira de dobradeira da China- Por que adicionar um sistema de compensação a uma dobradeira de dobradeiras
- Falhas mecânicas comuns e manutenção de dobradeiras de dobradeiras
- Como escolher o molde adequado para dobradeira de dobradeiras
- O Princípio de Funcionamento e Composição da Máquina Dobradeira de Prensa CNC
- 2021 Guia definitivo da máquina de freio de metal
- 4 passos para conhecer o sistema E21 de dobradeira de chapas CNC
- Prensa dobradeira de 40 toneladas da China
- Do que são feitas as matrizes de freio de prensa? O que é ferramental de dobradeira?
- Falhas comuns e métodos de solução de problemas da prensa hidráulica de quatro colunas 100t