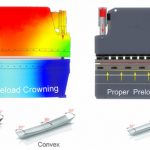
A dobradeira CNC é um equipamento importante no processamento de chapas metálicas, e sua precisão de trabalho afeta diretamente a precisão de dobra da peça. No processo de dobra da peça de trabalho, a prensa dobradeira é submetida à maior força em ambas as extremidades do cursor, e a força de reação durante a dobra da placa causa deformação côncava na superfície inferior do cursor. A deformação da parte central do controle deslizante é a maior e o ângulo de curvatura final da peça de trabalho O tamanho varia ao longo de todo o comprimento.
Deformação de carga total da bancada de trabalho


Para eliminar os efeitos adversos causados pela deformação do deslizador, é necessário compensar a deformação de deflexão do deslizador. Os métodos usuais de compensação incluem compensação hidráulica e compensação mecânica, ambas fazendo com que o meio da mesa de trabalho produza uma deformação elástica ascendente para compensar A deformação da corrediça da máquina-ferramenta garante a precisão da superfície da junta de usinagem e melhora a precisão da peça.


Gráfico de análise do fator de segurança do molde

Dois métodos de compensação
1. Compensação hidráulica
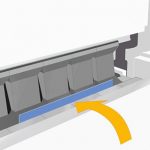
O mecanismo hidráulico automático de compensação de deflexão da bancada é composto por um conjunto de cilindros de óleo instalados na bancada inferior. A posição e o tamanho de cada cilindro de compensação são projetados de acordo com a curva de compensação de deflexão do cursor e a análise de elementos finitos da bancada. A compensação hidráulica é a compensação de protuberância da versão neutra que é realizada através do deslocamento relativo entre as três placas verticais dianteiras, intermediárias e traseiras. O princípio é realizar a protuberância através da deformação elástica da própria placa de aço, para que a quantidade de compensação possa ser ajustada dentro da faixa elástica da mesa de trabalho.

2. Compensação mecânica
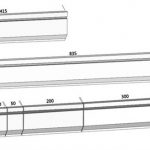
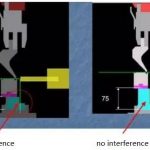
A compensação mecânica é composta por um conjunto de cunhas oblíquas salientes com superfícies inclinadas, e cada cunha saliente é projetada de acordo com a curva de deflexão do cursor e da mesa de trabalho com base na análise de elementos finitos. O sistema de controle numérico calcula a quantidade de compensação necessária de acordo com a força de carga quando a peça de trabalho é dobrada (esta força causará a deflexão e deformação do cursor e da placa vertical da mesa de trabalho) e controla automaticamente o movimento relativo das cunhas convexas para efetivamente compensar a deformação de deflexão produzida pelo bloco deslizante e a placa vertical da mesa de trabalho pode obter a peça de trabalho de dobra ideal. A compensação de deflexão mecânica é realizada controlando a posição para obter "pré-colisão". Um conjunto de cunhas forma uma linha na direção do comprimento da mesa de trabalho. A curva com a mesma deflexão torna a folga entre os moldes superior e inferior consistente durante a dobra, garantindo o mesmo ângulo da peça dobrada na direção do comprimento.


produtos relacionados
 Falhas mecânicas comuns e manutenção de dobradeiras de dobradeiras
Falhas mecânicas comuns e manutenção de dobradeiras de dobradeiras- Molde de máquina de dobra de dobradeira de dobradeira da China
- 4 passos para conhecer o sistema E21 de dobradeira de chapas CNC
- O que é coroamento de freio de prensa
- Como escolher a tonelagem da máquina de freio de prensa hidráulica
- Do que são feitas as matrizes de freio de prensa? O que é ferramental de dobradeira?
- Como fazer compensação de deflexão para dobradeira de chapas CNC
- Use as habilidades da máquina de dobra CNC
- Quantos tipos de dobradeira hidráulica
- Como escolher a máquina de freio de prensa hidráulica CNC adequada